
















Toyota Motor Europe’s head of logistics, talks exclusively about how the global sales leader has been redesigning its supply chain and logistics as part of a strategy to improve costs and shorten order-todelivery cycles for regional production
Although Toyota has roared back to the top of the global sales chart, driven by recovery in North America and Asia, a European market in its fifth consecutive year of decline has left the manufacturer’s volume in the region close to 40% lower than its 2007 peak. While Toyota Motor Europe (TME) has managed to swing back to a ¥3.4 billion ($43m) profit during the April-June quarter, compared to a ¥7.55 billion loss in the same period of 2011 (which followed the Japanese tsunami), cutting costs remains a priority and logistics is certainly no exception.
“Economic pressures and cost reduction are more of a focus for our logistics than perhaps ever before,” admits Levent Yuksel, director of production parts logistics and the vehicle logistics group at Toyota Motors Europe (TME). “We have a big task to keep our European operations a healthy and profitable business.”
Despite those pressures, Toyota’s supply chain management in Europe cannot be defined solely in cost reduction terms. Following four years of financial turmoil, recalls, currency shifts and tsunamis that nearly capsized the boats of Toyota’s global supply chain – at times almost literally – logistics has been not only on the front line of crisis response (in terms of inventory management and alternative supply, for example) but it is increasingly seen as part of future solutions. Yuksel, for example, identifies a larger role for logistics management on issues ranging from localising parts, mitigating supply risk and making the order-to-delivery cycle faster and more flexible – particularly for European-built vehicles, several of which previously had longer total lead times than vehicles built in Japan because they depended on critical Japanese components.
“Purchasing and strategic planning still have a bigger say on the sourcing aspects, but there is a growing emphasis given to logistics when making decisions on a new supplier, or even on the location of plants, based on the speed of outbound logistics,” he says. “It is not the deciding factor yet, but there are more people interested in how we design a chain around a sourcing decision.”
That recognition is encouraging, although Yuksel admits that the pace of change within Toyota and among logistics partners could have been faster. The company has “a long way to go” toward improving its supply chain flexibility and efficiency in some areas, he admits, notably in packaging and co-modality. While Yuksel notes a desire on the part of providers to improve, he is clear that innovations from logistics providers have been fewer than he would have hoped.
“We’ve been in search of better ways to do things, and have encouraged new ideas from the perspective of safety, quality, lead time and co-modality,” says Yuksel. “But despite consulting with many experts and veterans in this sector, I’ve found that the level of real-life implementation is lower than the importance given to the subject.”
The appointment of Yuksel in January 2011 reflected part of Toyota’s aim to change its logistics operations, as he is the first Toyota manager in Europe with direct control over both inbound and outbound logistics. Combining this responsibility was a “strategic change”, according to Yuksel, with objectives that have included improving multimodal links, better synchronisation and streamlining of the delivery chain, increasing total supply chain visibility and even examining the potential for combining inbound and outbound logistics flows. Yuksel also stresses the importance of sharing best practices between each side.
Yuksel brings to the role 20 years of production and production control experience with Toyota, first in his native Turkey and most recently in Japan for two years. Well versed in the Toyota Production System (TPS), Yuksel thinks logistics supports TPS not only in maintaining just-in-time production and lineside efficiency, but just as critically by improving cubic utilisation and load factors.
“Although Toyota doesn’t call it as such, we feel as though logistics is an extension of TPS in the plant,” he says. “We are trying to work with our manufacturing teams to increase efficiency and to eliminate the empty space in our trucks as well as to make the most timely production sequences.”
While TME’s inbound logistics is highly stable, there are arguably ways in which TPS processes privilege plant over supply chain efficiency. A good example has been for pallets and packaging, which are designed and procured by each Toyota plant and thus do not have one common standard across Europe. Yuksel is on the way to developing a corporate standard for collapsible containers as a means of improving cubic utilisation for trucking and crossdocking.
Yuksel also has ambitions to adopt TPS strategies in outbound for stable planning and precision delivery windows, although he admits that realising these processes is difficult. Nevertheless, TME is piloting more advanced scheduling and vehicle-releasing precision at some of the installation workshops of its vehicle distribution centres (VDCs), as well as studying the feasibility of adding milkrun-type, dedicated shuttle runs for outbound according to a smoothed and even scheduling flow – heijunka in Japanese management speak.
TME’s production network comprises assembly plants in the UK, France, Turkey and the Czech Republic (together with PSA); powertrain plants in Poland and the UK; and finally, complete-knockdown-kits (CKD) in Portugal and Russia.
Supply chain and production planning responsibilities are more divided across Toyota’s purchasing, manufacturing and logistics management than at OEMs with integrated supply chain management organisations. The production control teams at each plant handle parts ordering and generate a build plan that is shared with logistics (at some OEMs, logistics or supply chain management does the programme planning directly). Once material is delivered to the factory loading bays, it is each production site, rather than TME, which is responsible for in-plant and lineside logistics.
Yuksel’s inbound group has logistics responsibility for the movement of all European and Turkish-sourced parts, including collection at suppliers, handling at crossdocks and transport to the receiving docks of Toyota plants. Currently, Toyota Motor Corporation (TMC) in Japan manages delivery for the CKD plants, as the parts are consolidated in Japan. Overseas imported parts are also the responsibility of individual plants, with TME acting as forwarder, moving sealed containers from ports to factories. Export parts from Europe, however, are TME’s responsibility from origin to port of entry.
 Yuksel’s team does not have direct purchasing responsibility, but works with its purchasing team on all commercial matters (although the situation is different for outbound logistics).
Yuksel’s team does not have direct purchasing responsibility, but works with its purchasing team on all commercial matters (although the situation is different for outbound logistics).
TME manages its route planning in-house, relying mainly on truck transport through a highly dedicated network of four crossdocks located in proximity to Toyota’s assembly plants at Burnaston, UK; Petite-Forêt, France; and one each in Krupka, Czech Republic and Gebze, Turkey.
Besides its crossdocks, Toyota runs milkruns from its supply base through a network of six consolidation points in Aveiro, Portugal; Barcelona, Spain; Troyes and Bayonne, France; Groß- Gerau, Germany; and Milan, Italy. While the crossdocks handle Toyota components exclusively, consolidation points are shared with other OEMs or industries.
Other important nodes in the network include sea routes between the British port of Felixstowe, Belgium’s Antwerp and Yilport in Turkey. Toyota also uses a rail link for inbound material movements between Halkali, Turkey and Sopron, Hungary. Increasing multimodal transport is one of Yuksel’s priorities as part of a target to reduce carbon emissions, but he admits that shifting modes for inbound material has been difficult, which he blames partly on a lack of multimodal terminals.
“We need more infrastructure and flexibility for barge and rail to meet the needs of a greener network. We’re putting a lot of focus on this although I don’t think we’re getting enough results,” he says.
TME contracts with seven third-party logistics providers (3PLs) which manage a mix of warehousing and transport operations. “It is not always the same company operating a crossdock or consolidation point and its transport,” points out Yuksel. “In some cases we have companies running both operations, and elsewhere there are different companies.”
Most material in the network moves by one of three flows. Direct routes are from suppliers from which Toyota can collect at least one full trailer per day, moved directly to assembly plants. These routes are typical for suppliers within 300km of Toyota’s factories, but include some at further distances. Direct routes make up around 50% of inbound logistics cost.
The other half of inbound logistics cost comes through shared logistics flows. For lower volume and most longdistance suppliers, Toyota runs ‘sub-routes’ to collect material and bring it back to crossdocks or consolidation points. From there the material is consolidated into full truckloads and moved along main routes to Toyota plants.
 The crossdocks are selected and designed by TME and the entire network is subject to a continual analysis based on supplier locations. The consolidation points, for example, could shift from year to year, and Toyota has introduced three over the last 18 months.
The crossdocks are selected and designed by TME and the entire network is subject to a continual analysis based on supplier locations. The consolidation points, for example, could shift from year to year, and Toyota has introduced three over the last 18 months.
Even the more fixed crossdocks have been subject to changes based on shifts in the supplier base during a model’s life. “Less than two years ago we totally reviewed our crossdock structure, incorporating the closure of three crossdocks and the opening of a new one as well as utilisation of a new consolidation point.”
While logistics providers contribute to network design based on their available capacity and facilities, Yuksel makes it clear that it is TME’s logistics teams, together with purchasing, which analyse and decide locations. This contrasts to OEMs that have outsourced network engineering to providers, such as Jaguar Land Rover to DHL or GM Europe’s recent deal to Gefco. Yuksel thinks such engineering is a core competency for Toyota, driven by the low inventory and production demands of TPS.
 “TPS is very synchronised and sensitive to fluctuations, which makes our crossdock operations an important extension of the system. For that, logistics design is still a core, in-house activity.”
“TPS is very synchronised and sensitive to fluctuations, which makes our crossdock operations an important extension of the system. For that, logistics design is still a core, in-house activity.”
Also notable is that aside from the consolidation points, the inbound network is dedicated to Toyota. Yuksel makes the distinction that for inbound logistics Toyota purchases the resources for each month, rather than just the transport service.
“For our inbound carriers we make a monthly route plan that dictates how many trucks, trailers and drivers we will need, and we then have our service providers allocate those resources,” says Yuksel. “Whether or not we can fill all of these volume is effectively our problem – we pay for them either way.”
The dedicated approach is typical for Toyota says Yuksel, citing a similar network of crossdocks in Southeast Asia. But he admits that TME has been examining how it might expand shared services and be more flexible with inbound resources.
TME has nearly ten times as many contracts in its outbound network as it does for inbound logistics. Yuksel attributes the difference to inbound’s dedicated network approach and a more market-driven and risk-orientated way of operating in outbound. However, risk analysis models have suggested Toyota’s inbound logistics is open to operational and competitive risks in areas where only one provider covers its network.
While Yuksel does not suggest a complete overhaul, he and Toyota’s purchasing team are now looking for a more balanced number of operators for a given supplier base cluster. “A new LSP has recently been added to our portfolio and there are thoughts to change some ratios and review the number of players in the game,” he says.
.jpg)
An initiative to introduce standard, collapsible containers for TME’s network is one of the most significant changes that the inbound group is undertaking. Yuksel believes that TME will improve empty running by increasing the amount of collapsible containers it uses across its in-house pool of pallets in Europe above the current level of 15%.
An initiative to introduce standard, collapsible containers for TME’s network is one of the most significant changes that the inbound group is undertaking. Yuksel believes that TME will improve empty running by increasing the amount of collapsible containers it uses across its in-house pool of pallets in Europe above the current level of 15%.
“We are aiming for more because if you have non-collapsible packaging, you need the same amount of containers to return them to suppliers. ”
He admits that Toyota has not been able to harmonise its packaging until now. Yuksel admits to having faced difficulty in achieving an alignment of common understanding about the benefits of factoring in better cubic utilisation in transport into packaging requirements.
“We now recognise our responsibility to lead and coordinate the standardisation of packaging and we are setting up a new organisation to tackle this issue with the support of plants,” says Yuksel. “We are consolidating more design concepts for packaging under the management of TME headquarters.”
Shortening the order-to-delivery cycle
One of Toyota’s important aims has been to streamline the order-to-delivery cycle, with reduced lead times for Europebased manufacturing and customer delivery at the same time as being more flexible in production changes.
TME has moved closer to achieving this vision; production lead times are now at the start of the month that follows sales orders, while production changes are possible for some options up to one week prior to the line-off date, a flexibility that approaches the likes of Volkswagen or BMW. Logistics has played an important role in this transition for inbound and outbound, says Yuksel.
Such flexibility is difficult for options that rely on Japanesesourced parts, given the 35-day sailing time. The logistics team is therefore working to design supply chains around localising components in Europe, or else by adjusting inbound inventory or delivery frequency to help achieve more flexibility for overseas parts.
“We’re structuring our network planning and even purchasing around reducing lead time, because the more we understand customer demands, the more flexibility we see is required,” he says. “When we cannot change supplier locations, flexibility becomes a function of supply chain design, delivery frequency and inventory – but the customer expectation must be the guiding factor.”
The main differences between TME’s inbound logistics strategy and that for outbound can be found in the number of providers used, the amount of shared transport and the flexibility of contracts.
TME contracts a large group of outbound providers, using around ten shipping lines, ten providers at VDCs and 45 partners for land (mostly truck). While most providers at VDCs overlap with land transport, the company works with around 55 companies compared to just seven on inbound. The true number of companies handling Toyotas is actually much higher, as many countries in Europe have national sales organisations responsible for distribution and final delivery. A prominent example is Russia, where TME manages delivery up to ports of entry at St Petersburg and Ust-Luga, but Toyota Motor Russia (TMR) handles domestic distribution.
That Toyota lacked a central pallet standard across Europe might appear surprising. However, it is in some ways a legacy of the development of TPS in Japan, which is largely plant and lineside driven. Although Yuksel considers logistics an extension of TPS, he points out that, owing to a more compact supplier base, in Japan Toyota’s inbound logistics and packaging are left to suppliers.
“In Japan, Toyota does not plan the supplier operations, but only gives the time when the supplier is supposed to deliver the part,” he says. “The delivery is designed by the supplier itself.”
While Europe operates in an ex-works logistics model, there are aspects of TPS that arguably give more consideration to plants than transport logistics. “When the plant does the packaging design itself, it values the expectations of the assembly operator,” says Yuksel. “For TPS, the lineside conditions are very much a determining factor in developing packaging.”
Although he has succeeded in getting TME to lead and coordinate the standardisation of packaging design and procurement in Europe, Yuksel does not believe TME would benefit from an entirely corporate approach to lineside and in-plant logistics. “Although we use TPS across the plants, the lineside configurations for automation and equipment ratios may differ, and I believe that each plant still has the best competency to design its internal logistics.”
While this highly market-based approach to contract outbound logistics has inspired Yuksel to consider adding more flexibility to inbound, he also suggests that outbound would benefit from more “strategic” partners. For example, Yuksel sees scope to reduce the number of outbound providers.
“We are working in the opposite direction for outbound providers as we are for inbound and trying to reduce the number of providers,” says Yuksel. “I want to find a good balance between a diversified supplier base versus a strategic partnership approach.”
One way in which TME could consolidate its provider base is by assuming more central control of distribution. TME currently has direct control over almost half of Europe, while national sales organisations control the rest. These organisations tend to contract at least one provider each for local distribution centres and land transport, although these could be providers that work with TME elsewhere. Indeed, Yuksel believes that having direct control allows TME to make more strategic partnerships across countries. It can also better monitor competition.
“In some markets where we judge there to be a lack of competition, we might invite other logistics partners from other parts of the continent,” Yuksel says.
In contrast to inbound, a larger amount of the outbound transport is also shared, particularly for vehicles moving by sea, which make up 72% of vehicle logistics cost. Toyota also encourages providers to combine with other OEMs for truck (which is 21% of cost) and for rail (8%).
There are several VDCs that TME owns or leases longterm where storage and workshops handle only Toyota vehicles: Zeebrugge, Valenciennes, Malmö, Sagunto and Bristol (under Toyota GB control). But Toyota also has a large number of shared and outsourced VDCs, including in the Czech Republic, Finland, Estonia and in non-TME managed countries.
Beyond more shared logistics, Yuksel’s observation that Toyota pays for resources rather than service for inbound is precisely the opposite for outbound. In line with other OEMs, Toyota buys transport services rather than resources for vehicle logistics. “This approach allows the service providers to optimise between the different OEM volumes and flows, providing the required flexibility,” Yuksel says.

An important part of streamlining the order-to-delivery cycle has been in designing more local supply chains in Europe, says Yuksel. But it also means building as many vehicles there as well. According to Jean-Yves Jault, a TME spokesperson, Toyota aims to meet 75% of European demand with regional production. It achieved this in 2006 and 2007, but the rate has slumped to 61% for 2011.
Besides the Hilux pickup truck imported from Thailand and South Africa, all cars are imported from Japan. Besides the disadvantage of the strong yen, Toyota’s Japanese imports come with long lead times at a time when the carmaker has arguably lost market share to other Japanese or Korean rivals who have been faster to market. With lead times now shorter for European-made products, local production offers even more advantages for Toyota.
Jault predicts increased localisation in Europe in the coming years, citing the renewal of Yaris, a Yaris hybrid, a redesigned Avensis and an Auris launch later this year. Jault says that Toyota will also introduce a C-segment sedan vehicle produced in Turkey from mid 2013.
While this flexibility is valuable, Yuksel notes again that such a market-driven approach ironically removes some of the impetus for Toyota to re-engineer its supply chain. “Empty mileage becomes somewhat less relevant for us on outbound because we buy our services one way only, but we want our logistics partners to share what they see can be improved,” he says.
It should also be noted that, in contrast to inbound, the vehicle logistics group handles the purchasing of outbound services directly. However, cooperation and coordination with the central purchasing team is gradually being increased.
Visibility is more than a moment
Yuksel admits that Toyota faces a “significant challenge” in streamlining the delivery chain and improving delivery precision. While retail deliveries are inherently unpredictable, Yuksel admits there is a cost factor too.
“We have to make the most economical approach for final delivery,” he admits. “We don’t know our volumes weeks in advance as we do between suppliers and plants. But we can set a range and then adjust it when the order comes in, which is currently our focus.”
But Yuksel suggests that because of poor visibility and disjointed communication in the supply chain, most pipeline planning is “fire fighting”.
“How can we get visibility into the pipeline so that we can better plan deliveries? Right now, we only know after the fight is done,” he says. “We need more visibility of changes and more synchronisation across the supply base.”
Yuksel wants information exchange improved between Toyota and its providers. This has been addressed firstly in the workshop of VDCs, where TME is working on a more stable scheduling to help providers plan loading, including piloting innovations such as destinationbased processing at its terminal in Zeebrugge.

Transport is more challenging. On the one hand, Yuksel believes there is room to improve loading factors by more coordinated logistics engineering, and where feasible, he even suggests using inbound-style dedicated shuttle runs for Toyota-dedicated flows.
But Yuksel also wants more input from providers. “We want to break the silo approach, which sees only individual legs of the chain optimised, and give LSPs more opportunity to be part of the logistics process.”
Yuksel believes that this collaborative approach goes beyond IT tools such as EDI or RFID. “Supply chain visibility is not just any particular moment of delivery or the product of an IT tool, but rather it is the collection of all parties in the supply chain and their commitment to getting a vehicle where it must be at a given time,” Yuksel says.
Yuksel believes that there is still room for improvement in the way service providers use the information available to them. “We are open to suggestions to change our flows including the use of alternative terminals, so we try to provide as much volume visibility as possible,” he says. “But the available exchange generation of creative ideas is not to my expectation.”
Since coming into his post, Yuksel has made repeated calls for innovation – including increasing multimodal logistics as well as for more ways of combining inbound and outbound logistics resources – but real results are yet to come. As with inbound, he believes the network is held back by a lack of multimodal terminals on offer. He has also seen very little progress in combining inbound and outbound. An effort to work with a Canada-based manufacturer of trailers which can convert between carrying vehicles and general freight has moved slower than he would like both within Toyota and among potential providers.
“We are trying to change our limits and make our logistics more systematic, but the deep thinking in the process is not satisfactory,” says Yuksel. “Despite establishing workshops and different sessions in various platforms, I hardly see enough real-life results that all the stakeholders can enjoy.”

Exports and an expanding logistics focus
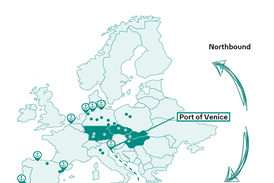
Despite Yuksel’s frustrations, TME has improved its order flexibility, and he has ambitions for greater efficiencies, particularly for multimodal. Next year, Toyota plans to move more inbound material onto rail between Poland and the UK as well as between the Czech Republic and France. Outbound, TME is studying the possibility of adding entry ports for Russia in the Black Sea as well as in the Far East, from which it will make more use of the Trans-Siberian railway.
While the European market remains difficult, TME’s inbound and outbound logistics divisions look set to increase their responsibilities. Yuksel points to growing exports of components and vehicles to regions outside Europe, as the movement for both remains under TME’s management until ports of entry.
“Export of European-based material is growing in numbers and regions, particularly as the global purchasing policy of TMC promotes the strengths of commodities of each region to other parts of the globe,” he says.
Vehicle exports jumped 22% in 2011 to 27,000 vehicles, and are tracking higher thus far in 2012. The top destinations include Africa, Central and South America as well as Asia (including 2,500 Avensis sent to Japan in the first seven months of 2012). Earlier this year Toyota announced that it would export the French-built Yaris to North America in 2013, with annual volumes expected of 25,000 per year. “This will be a big step forward as Toyota moves closer to the concept of using Europe as an export centre,” Yuksel says.
Perhaps most significant is the central role that logistics must play in Toyota’s flexibility and speed to markets. Yuksel believes that logistics will benefit as Toyota takes a more complete view of the supply chain across purchasing, manufacturing and logistics, although he admits the company is “not there yet”.
“We are on the way towards this type of thinking. Lead times are now considered more important, as is flexibility, although we still have a way to go to proceed,” he says. “However, many different organisations, including logistics, are tackling this subject.”